









アルミの薄っぺらい円盤を作りたいのですが、難しいです。
外径φ53
内径φ20
板厚1.1mm±0.01
端面平面度が片側に0.001、その反対側に平行度0.005
みたいな諸元です。
とにかく平面度を出すのがタイヘンで、内径の方に行くに従って凹み、板厚としては薄っぺらくなってしまいます。
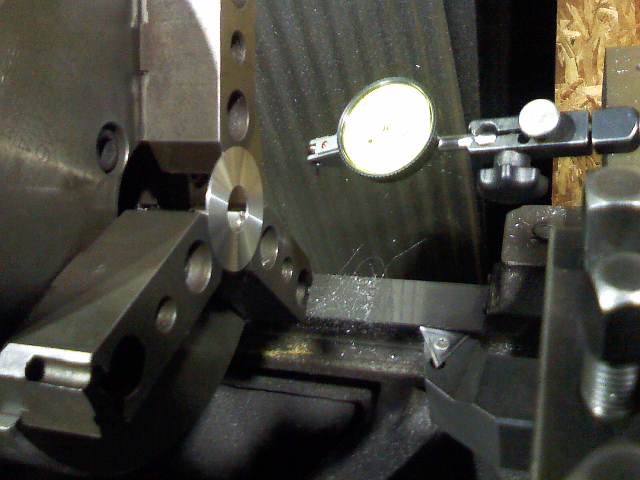
ツメの角度を変えて内径側をひっこめて厚くなるようにすればいいのか、NCでテーパに引いてやればいいのか、平面度0.001が相手だと小手先ではダメな気がしていまいちいい対策ができません。
とりあえず爪のないところが波打つので、円形爪にした方が良さそうかな~とは思っています。



















けんさん、これやりませんか??
ちょっと僕にも出来なさそうです_| ̄|○
もし鉄で平面研削出来ても自信ないです。
僕がやったら厚みの公差は万分代で狙えても平面度は百分台になってしまいます。。。
自由が有れば挑戦してみたいですけど◎
これはかなり難しいですよね。
爪でクランプして、削ったとしても
はずしたら平面度0.001なんてすぐ変わりそう。
やはり研削加工ですかね。
刃物台の真直度が0.001以下で主軸芯に対して直角度が正確に調節出来る、もしくはNCの直線補間が滑らかに動いているとしたら。
最近流行のナノ補間とかが生きてくる加工ですね◎
長い材料を贅沢に使って、1.5mm残してφ19まで溝を入れて板厚を両サイドから同時に仕上げられるようなバイトを作って(刃先で素材を挟むような感じ、バランスカット??)削ったらどうですかね~?うまく仕上がったら内径からノーズRの小さいバイトでφ20を仕上げながら切り離せばクランプ歪の事もクリア出来そうです。ネックなのが内径の面取りをどうするか。。。
量産になるならダイヤのバイトをナステックでオーダーすれば安定量産加工も出来るかもしれないですね。
ほんとに自由があればこう言う妄想を実際に試してみたいんですけどね…_| ̄|○
平面度うるさすぎです、、旋盤では限界かと。
自分なら研削だします。
大○さんには聞きましたか?
フライスの目でもいいならMCで板厚仕上げてエンドミルで円に切り抜くのもいいかもしれませんね。
例の分子間力クランプ(油膜クランプ?)が適任じゃないでしょうかwww
みなさんコメントありがとうございます。
けんさんの
>板厚を両サイドから同時に仕上げられるようなバイト
ていうのはCenter Drive Latheのアイディアですね。
けんさん、ZENKYUさん、まっどだいまるさんのおっしゃる研削というのも、結局はクランプをどうするかに尽きるんですよね。
名無しさんのおっしゃってる油膜クランプ(これを知ってるのは○kkyoさんか。。)とか、両面テープとかみたいに、ひずんでいるものをペチャっと拘束せずに固定できて、なおかつ加工する時の背分力とつりあう力でもペチャっとならない拘束が必要です。
ねばねばした砂の上か?(板厚が出ない)
それに加工ひずみも考慮して0.001。
いまのところ、いろいろやってみて0.01です。
普通で考えたらけっこう良いけど、図面指示の10倍です。
月産2000枚とかは、どう考えても勝機が見えません。。。。
なくぞ、ほらなくぞ、ほらほらないちゃうぞ。
4番目僕です、名前忘れてました_| ̄|○
そうそう○kkyo氏があの時話題にしてたやつです◎
Center Drive Latheってのがあるんですね。
知らなかったです。CDLですね。
どんな加工方法なんですか???
低温で溶けるワックスで固定する装置がありますけど月産2000ならそんな事してる時間なさそうですし。
原理的に短時間でスパッと行かないと儲からなさそうです。
両頭の平面研削で薄物の平面度は高精度で仕上がりますけど(かなり短時間で)アルミでやった実績を知らないんでどうなんですかね???
でも加工出来たとしても検査がなかなか難しいですね…。測定圧で歪んでる可能性が無いという事を保障するような測り方をしないと納得できないですもんね。
儲かりそう…www
以前講習で聞きかじったくらいの話ですが
http://www.eminent-supply.co.jp/index.html
上記のアドレスのESチャックというのがリニアガイドの研削で良い結果だったそうです
熱変動とクランプのストレスが少なくて面白いかもしれないです
けんさんが言われてるように検査工程と精度保証がやっかいですね
面白そうな仕事です
けんさん アダチさん
CDLは以下のような旋盤です。
http://www.bardonsoliver.com/machines/4AxisCenterDriveLathes.html
けんさんのおっしゃったように、製品の表裏を同時に加工して、ディッシングを防ぐために主に使われる旋盤です。
ワックスや凍結クランプなんてものもありましたね。
これはかなり理想に近いです。
こんな企業秘密に近いようなヒントをくださってありがとうございます。
凍結時に体積がどれだけ変わるのか、ちょっと気になりますね。
種々雑多の問題が解決すれば、たしかにめっちゃ儲かると思います。
カタチそのものは簡単だし、材料調達も「切板」供給で考えていたのを「丸棒」供給にしたらすごく安くなるみたいです。
旋盤のチャックセンター穴がφ40で、製品径がφ53なので、工夫が必要ですが・・・
なるべく設備を新規に買わずに行きたいところですが。。。
思考実験の結果、できそうな感じになりました。
緊急品が入ってきたせいで段取りを崩してしまった~。
両面テープで板に張り付けて、旋盤でゼロカットを5回繰り返したら片面平面度は0.003くらいで出ました。
平行度は両面テープでは0.006くらいです。
ちなみに両面テープは遊びで、ホントにこれでやるわけではありません。
やぱ旋盤だけで0.001は考えないことにしました。
たまに旋盤だけでも達成出来るけど、安定供給のためには平面だし専用の工程を作ったほうが良いです。