










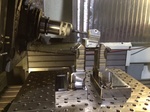
チルトインデックステーブルとCAMを使い、位置決め5軸加工です。
金型とかの形状加工ではなく、位置精度が厳しくて深さのある斜め穴をあける仕事です。
CAMは製品の角度をふった時の、X-Y平面への投影ポイントを計算するのに使っているだけです。
φ3で深さ150、進入角度が30度くらいです。
これはまあいいとして、穴の途中に洞窟がいっぱいあるのが厄介です。
深さ20から100くらいまでが中空で、深さ100くらいのところに進入角4度くらいの鋳肌面があってドリルが滑ります。
中空エリアがなければ簡単な仕事なのですが。。。
5軸放電とかあったら簡単かな~と考えましたが、こんな大きいの入る設備あんまり無いかな。。。




















洞窟に詰め物してやるんですか?それともガイドブッシュ的な物を用いるとか?
放電なら斜めに電極付けて斜めにジャンプしたらいけるんじゃないですかね。遅いですけど。最近って斜めにジャンプしながら斜めに揺動できる機械あるんですかねー?僕の使ったことのあるソデックは出来なかったんですよ。
チルトインデックス欲しいな~と思って、中古で時々見たりしてるんだけど、けっこうするんですよね~。
三井のやつ狙ってるんですけど。
けんさん
洞窟の中はブッシュなどがはいらないので、自分でドリルを研いで作ったエンドミルで斜めのところをチマチマ削り、すこし座が出来たらドリルで加工、としました。
放電はそんなことができるんですね。
予想外でした。
XYZの同時3軸を微小に進めていくってことですよね?
はがせんむさん
うちのも三井精機のやつですが、動きも精度も非常に良いですよ~。
クリスマスプレゼントでもらった物ですけど。。。
テーブルφ450になるとけっこう高さがあってZストロークが少なくなりますから、Zストロークに気をつけて選定してくださいね。
ややこしい事するよりそのやり方のが早そうですねwww
軸を同期させて斜めにも突くみたいですよー。でもジャンプを早くは出来ないでしょうけどね。。Z軸でジャンプする方が圧倒的に早いんで。パイプ電極なら早いかも!?
付加軸載っけてワームホールみたいなのを捻りながら突いたりも。超音速旅客機のタービンブレードにクーラントの経路で129のおっさんがやってました。