









このところ夜遅くまでがんばってたので、なかなかブログ更新できずでした。
けっこう受注が多く、マシニングもフル稼働気味、わたしも2台のマシニングを動かしながらCAMをがんばってるところです。
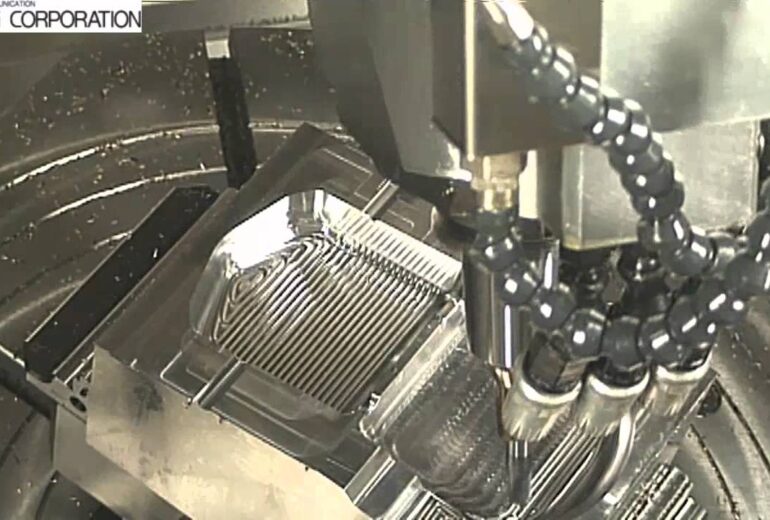
2週間くらい前に見積もって、音沙汰無いので忘れてましたが突然持ってきて「すぐ欲しい」という中くらいサイズのギア。

こんな感じのものが合計4つ。
軽量化用のφ100抜き穴と、フランジ取り付け用の幅16のスロットを6か所ずつ加工します。
あんましやってる時間無いので、CAMでパパッとプログラミングして、φ100の穴はトレパニングで穴あけしました。
φ18のエンドミルをフルカットで切り込み8mmずつです。
トレパニングはキリコを詰まらせると工具破損しやすいですが、ポケットを掘るよりは時間的にマシなのでこの工法を選択。
なんか、ようやくCAMでプログラミングしたほうが稼げるって実感できるようになってきました。
前は「練習のため」っていいながら手打ちプログラミングでやったほうが早いものもCAMでプログラミングしてましたが、ここ最近はCAMでないとプログラミングできない仕事ばかりだったので、だいぶCAM慣れしました。
ぱっとモデリングして、ぴょいっとジョブつくって、がいーんと加工してます。




















トレパンしたら中子が落ちる時怖いですよね。薄皮残して叩いて落としたりします。
しかしデカイですねぇ。歯形がスプロケに見えますね。Yのストロークは700くらいですか?
↑僕です。。。
けんさん
わたしはトレパニングのコア落としは充分に余肉がある状態で削って落とします。
今回の場合は6mmの切り込み深さで落としました。
最後まで丈夫な柱が残っててコアがグラグラしないので、ポンッっていい姿勢で下に落ちてくれますよ~。
あまりにコアに重量がある場合は危険なので、薄皮残してからマグネットで吊りつつタガネで切りますが。。。
うちのマシニングのYストロークは670くらいだったような気がします。
このギアは直径が570くらいで、必要なYストロークは450くらいだったような気がします。
お元気してますか?
してますよね?
グラグラしなかったら安全ですよね。
コアが異形の場合、切り離す位置をコアの重心に合わせてやるといい落ち方しそうですね◎
Yで600~700位は欲しいですけど、機械がデカくなるので考えちゃいます。
体は激しく元気ですよ◎
今月から神戸に引っ越しまして♪
↑僕です。。。
どうやら携帯からだと名前が入らないみたい。
けんさん
Y600~700の機械はなんか「6番」っていうらしいです。
Y500~600程度の機械は「5番」だそうです。
昔のサイズの通称なんですかね?
「6尺」旋盤みたいな。
うちの汎用旋盤も6尺旋盤らしいですが、どこの長さのことを言っているんだか良く分かりません。
うちの最近の業態だと小物のアルミ部品の設計/生産が多いのでY600が活躍する場面がすくなくなってます。
けんさん、どんな感じのお仕事なのか、また教えてくださいねv
マシニングってそんな呼び方しますよねぇ。
汎用フライスの呼び方ですかね。。。
旋盤の6尺は心間でしょうか??
ぼくもよくわからないんですよwww
5番wwのマシニングとCAMが欲しいです_| ̄|○
あとから12インチor6インチのNC旋盤が欲しいです_| ̄|○
でも受注先が決まってないので融資が無理っぽいです。。。
けんさん
12インチってけっこう大きいですね。
たくさんの競合に埋もれないように、独自のコンセプトを打ち出して営業がんばってください。
設備投資、家賃なしだと「低コスト」もウリにできますが、やぱけんさんだったら難しいのをバンバンこなすってのが似合います。