










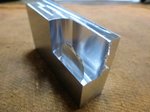
0.1㎜厚さで幅20㎜、高さ20㎜の壁を削り出そうとしました。
で、失敗。
途中まではちゃんと壁が残ってるんですが、削ってるうちに壁がちょっとずつ倒れてきて、削って破ってしまいます。
どなたか、これができる人っていますか?
私はこのときは薄壁削りの時によくやる、交互加工をしました。
あっち加工して、こっち加工して、てやつです。
ひずみが均等にでるので、高い薄壁でもなかなか精度よく削り出せます。
Ap=0.2㎜で100パス。
とりあえずA5052アルミでやりましたが、材質は問いません。
たぶん強度があったほうが有利でしょう。
めちゃめちゃ忙しいのに、なんかこういう遊びも夜中にやってるw



















エンドミルの刃長が短いのを使うと良いのでは。 首長エンドミルのような感じで
うちでは先端の刃を残して首部分を研磨して首長エンドミルを作成することがあります
さすが、ヨシアキ社長。
夜中にやるとは(笑
以前0.3はしたことあるので、やってみます。
少しお時間をください。
ふくさん
ありがとうございます。
たしかに壁は残りそうですね~。
形状公差がなかなか厳しいものですが、首の逃がしを少なめにしておくとガイドになって壁の倒れが少なくてすむかもしれませんね。
o_y_dさん
夜中といっても残業の延長なので、たいしたことは(笑
わたしの知ってる九州のどなたかは午前3時から活動開始とかしてるみたいですが。。。
0.3㎜でうまくいったんですね。
私は荒加工と称して厚さ0.6㎜でやったところ、壁高さ15㎜くらいまでは壁が残っていましたが、最後のほうで曲がり始めてぽんって吹き飛ばされました。
こういうのは、まあ、楽しいですね。
薄肉の加工(フィン・ブレード等)を行うのに、油圧シリンダーの先端に樹脂を付けてワークを軽く押してやる事で、ワークに内部応力を発生させてワーク剛性を上げて加工する方法を見た事があります。(主にアルミ)
ガラスのコップを叩くと共鳴しますが、1点押してやると共鳴しなくなるのと同じ理屈です。
御必要でしたら資料をお送り致します。
アルミで0.02で5㎜ってのは見たことあります。いっぱい重ねてレーダーのリフレクタに使うらしいです。
エンドミルの掬いと捻じれによってワークを引き寄せます。だからベロンベロンになったら巻き込まれるんだと思います。2番の逃げに少しランドを設けた工具があります。ランドがこするので引っ張りません。そんなエンドミルでいったらエエんじゃないでしょうか??
>坂本さん
それってワークサポートですよね?
ワークに内部応力を発生させるというより単純にワークサポートが切削応力を受けてるだけだと思いませんか??
それと共鳴を同じ理屈として扱うのはやばいですよ。
僕ワークサポート拵えてました。
はじめましてでのコメントです。
ココ、とても熱いですね。
昔昔、純銅でやって失敗しました。
0.2mmで15mmが限界でした。
1周加工ごとに少し横に逃がしてG04X15.で15秒ほど停めて(冷却の意味合いとただなんとなく良いかと)、F3000(F1500)でスパイラル加工ピッチ0.05mmくらいだったのでドゥエルのコピペが大変で、油をドバドバ流しながら後半はドゥエルごとに窓を開けてそーっとエアで飛ばして、神に祈りながらやっと出来ました。
リニア機という反則技でもやっとこさでした。
(しかも展示会のサンプルなのに途中落としてお釈迦になりました。)
エンドミルの側面は先の0.5mmを残してエンドミル研磨機で落としました。
使用エンドミルはΦ4だったと思います。
イメージですが、Φ0.1mmでは届きませんし、Φ20mmでは吹き飛ばします。
その兼ね合いと被削材の共振のイメージとのせめぎ相が感覚として出来るまでは最難関の案件ですね。
他、上下一辺ずつ加工して、何か流し込んで、残り左右一辺を加工するというなんともセコい加工方法ではご満足されないと思います。
もう私はコリゴリです。
単なるワークサポートではありません。
目的が違います。
今回の加工にそのまま役立つかどうかは分かりませんが、「PreloadSupport」として専用冶具の技術として使われています。
川崎重工でのブレードの高速加工やホンダのCBR1000RRの薄肉アルミフレームの加工などに活用されています。
けんさん 関東物産 坂本さん
坂本さんのブログから「プリロードサポート」がどういうものか、資料が参照できます。
http://ameblo.jp/kanbutsu-fukuoka/entry-10699251860.html
坂本さんは「刃物が製品を押す」だけと思ってらっしゃるかもしれませんが、実際のところはけんさんがおっしゃっているとおり、「エンドミルの掬い(すくい)と捻じれによってワークを引き寄せます。だからベロンベロンになったら巻き込まれるんだと思います。」という現象が起きています。
いくらアクティブコントロールとはいえ、これに対応できる能力は「ワークサポート」にはなさそうと思います。
また、0.1㎜で高さが20㎜におよぶ薄壁はサポートでは押しても反力がなく、サポートが壁を押し曲げることと思います。
結局のところ、ワークサポートに類するものは形状公差の荒いものにしか効果を発揮しないという認識になりそうです。
余談ですが、KHIさんはちょっとわかりませんが、M菱の航空機エンジンのエースエンジニアはワークサポートをかなり嫌う傾向にあるようです。
削る順番、余肉を残す順番、工程ごとのひずみの出かたの予測から各工程の固有振動数を計算と経験と工作試験で割り出し、サポートを使わずにエレガントにバリバリ削るのが最強と考えているらしいです。
ついでにもう一つ、ガラスのコップの共鳴の例えについてですが、1点を押して共鳴しなくなるのはワークサポートが「びびり」を抑えるときの例えで、今回のクイズ記事とはちょっとだけ話題がずれています。
今回はびびって薄壁が削り出せないというよりは、「とにかくいろんな要素があるので」削り出せないから、どういう方法があるか考えてみましょうという、というものでした。
ちなみに最強の解決方法は、
「そんなんかんたんやんか。
そんなそんなめんどくさいのは断るんですわ~
4F黒皮に穴あけでチャージ8千円ぐらいの数モノもってこいゆうて
三角は一つまでしか出されへんからなJISのチップしかないから、しかも古いタンガの、ゆうて
ヤンキーバイスで締めるから、キズとか平面度とかうたわんといてよ、ゆうて」 by MATOUBAさん
http://ameblo.jp/nimonic/entry-10687155269.html
です。
勉強になりますね。
csq-ceoさん
コリゴリ感が伝わってくる素晴らしいコメントをありがとうございます(笑
私はやってる途中で「う、難しい」とわかったのであまりたくさんは試験をしていません。
やはりエンドミルの側面を刃先だけ残して逃がすか、けんさん案のように円筒マージンを付けるのが良さそうですね。。。
最近、経営者じみて金勘定ばかりが得意になってきてしまったので、たまにはこういう技術的な記事も書かないとな、という感じです。
そんなに熱くはないですよ(笑
反りと残留応力 – その2
「反りと残留応力」に因んで薄リブ加工への挑戦