










R/L形状での受注だったので、Rの表側加工終了後は裏側加工に突入するよりも先にプログラミングが簡単なLの表側加工を実施しました。
重量が120㎏ほどあるので、ひっくり返すのも面倒で。。。
中途半端なサイズだから横吊り用の穴とかが設けられていないんですよね。
この部品を設備に組み立てるときは、どうやって吊るんだろう・・・?

そして裏側の加工はまたフェイスミルで荒加工から。。。
切込み角45度のフェイスミルは工具寿命と切削能率はとても良いのですが、多段で加工すると写真みたいに壁ぎわが斜めになってしまうのが難点です。
ラジアスのほうが良いかな、やっぱり。。。


















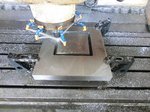


45度のフェイスミルでの荒加工
うちでもよくやります
チップのサイドがボディーより出るタイプのカッターを使ってます
(セコのクワトロなど)
サイドのコーナーまで使うとZピッチ2ミリで立て壁まで対応できますよ
あくまで荒取りですけど
パスを作りこめば、
Zp=4で余肉除去
Zp=2で2回の形状倣い
交互にやれば効率いいですよ
16サイズの丸コマとか45度のでは2mmまでの切り込みでしたら普通に立壁で走ってます。
音的には1mmで高送りがええみたいです。
難削材だとラフィングで一発溝を入れてます。。
でも単品でしたらヨシア機さんと同じ感じのパスですね。
Mr.BIRDさん
やはりよくやりますか。
そしてやはり2㎜までですね。
私はフェイスミルの荒加工は、切込みを5㎜くらいにしないとあまり効率の良さを感じないため、このように段々になってしまいます。
右型製品の加工をやったあと、どうせ肩削りでさらえるんだから。。。ということで、左型製品は以下のようなパスに変更したらなかなか効率良く加工ができました。
フェイスミルAp=5㎜
肩削りAp=5mm
フェイスミルAp=5㎜
肩削りAp=5mm
。。。あとは続く。
ATC時間が少しかかりますが、段々になっているやつを肩削りで削るよりも肩削りの時にAeが少なくて済むのでだいぶ音も良くなりました。
とくに下段のほうですね。
tohooさん
難削材でラフィングですか~。
わたしあまりラフィングを使ったことがありません。
tohooさんのおっしゃるように溝入れで材料を切断したりとかにたまに使うのですが、わたしは難削材は折損が怖くて使えません。。。
丸駒もそういえばあまり切込みを深くすると削り残しカスプがボディに当たってしまいますね。
しばらくは
フェイスミルAp=5㎜
肩削りAp=5mm
フェイスミルAp=5㎜
肩削りAp=5mm
でやってみます。
これってtohooさん的にも良いアイディアでしょうか?
ヨシア機さん、ええですねえ。
うさぎとカメの話を思い出しました。
難削材でラフィングですがφ12までです。
16とか20になると何んとか曲線がNGです。
近頃はSUSが多いんですがコーティングしてない超硬の方がモチ良いぞ~、です。
tohooさん
ウサギとカメ?
私がカメでしょうか。
何とか曲線。。。謎が深まるばかりです。
溝を切るときは加工径φ12でシャンクφ10のやつが折損にも強そうで、トルクも少なくて済みそうです。
だいぶ前に超硬とハイスを比べてみました。
https://www.shimadakiko.com/article/121110293.html
当時は鉄パイプ(たぶんSKTMなんとか)の被削材に対してコーティングハイスが良かったような気がしましたが、なんともわかりません。
http://ja.wikipedia.org/wiki/ウサギとカメ
何とか曲線・・・仕事は早いがその利益分よりも工具代の方が上で損ですよ曲線(名称あるはず)
tohooさん
ウサギとカメの童話はもちろん知ってるのですが、なぜここで出てきたのかがわからず。。。
何とか曲線はよく言われる費用対効果もしくは損益分岐点ですかね。
いずれも1本の曲線ではなくて費用の線と、効果(利益)の線が交わるところだったと思います。