









t70 x 400 x 485のSUS304の素材に、240 x 270 の窓を開けます。
いつもはφ18のスローアウェイエンドミルで溝切りしてコアをゴトっと落とすやり方をするのですが、このやり方はけっこうエンドミルが死にます。
板の厚みがあって溝が深くなる場合は特にキリコが詰まりやすくてエンドミルが死にやすいです。
対策としては、表からと裏からとで溝をつないで加工するなどして、溝深さを深くしないようにすると良かったりします。
あと、栗さんのブログ( http://kurisan.blog.so-net.ne.jp/2011-08-17 )にも書いてありましたが、コア落としをするときは切削方向に気をつけないといけません。
内側のコアに対してダウンカット側、外側のワクに対してアップカット側にします。
コアがぶっちぎれるときに、刃物の回転する力でコアがワクから離れるように。溝幅が広がるがわに。
というわけでなんかいろいろ考えるのも大変なので、今日は気分を変えてドリルでぶっちぎろうということにしました。
これはMCヨッチャンさんがやっていたもので、私もマネしてたまにやるようになりました。
http://btd110r16.blog.shinobi.jp/Entry/956/
http://btd110r16.blog.shinobi.jp/Entry/957/
下の写真が、SUS304にスーパーUドリル φ29で突撃しているところ。
60VAEで加工してます。

これがまた、なかなか加工条件が合わず切りくずがつながって詰まりまくって大変でした。
メタルカッティングガイドによると、SUS304にはV=180m/min、F=0.1mm/revだったのですが、やってみると粉がつながりまくりの折れ折れで、ゴリゴリいって穴の途中で刃先から火がでましたよ、こんちくしょう。
外部給油ではVを上げると切削液が刃先に当たる前にはじき飛ばされて冷えないし、キリコも出てこないのでなかなかカタログ値どおりにはいかないものです。
オーバーライドをぐりぐりいじりながら、送りを上げたり下げたりしながら理想の切りくず形状になるよう探りました。
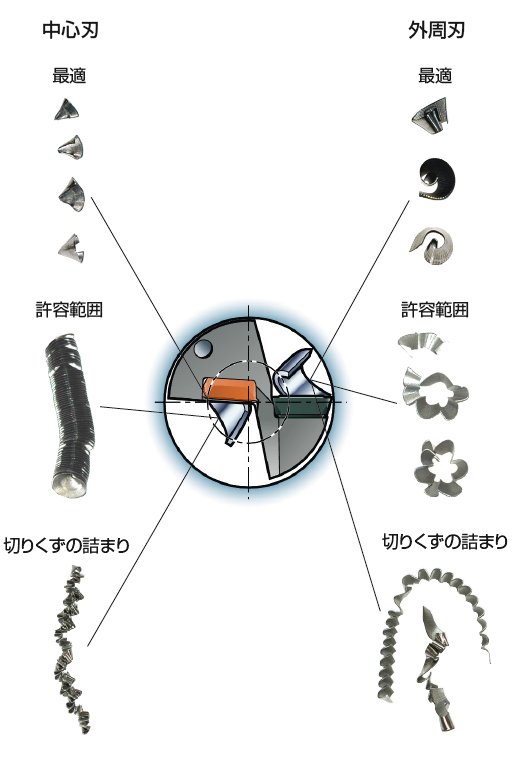
なんとかキリコ形状が許容範囲になったところでブログを書き始めたのですが、すっごい加工時間がかかるようになってしまいました。
エンドミルのほうが早かったかな~。。。w
翌日追記。
スーパーUドリルで切り離しの加工をしようとおもって2穴くらい断続加工で穴をあけてみましたが、ゴリッゴキッっとイヤな音がしてチップもすぐにかけるので、結局高送りで溝切り加工にしてしまいました。

高送りとか丸コマチップを使うホルダーって溝切りを想定していないからチップポケットがとても小さいので、製品にあらかじめ穴が開いているとキリコがそこから落ちるので、穴はあったほうが良かった!
そう、良かったんだ!
ヨッチャンが切り離しのほうでハイスドリルを使っていたのは、このトラブルを避けるためだったか~。
バーチカルでニブル切削しても良さそうだけど、時間かかるしなぁ。。。


















私もそれに近い加工、他社のTAドリルでやった事ありますが、TAドリルは有効刃数1枚なので送りが上がらず能率悪いなという印象でした。
ドリルとプランジカッタを組み合わせると多少早くなりそうですが。
というか素直にプラズマか何かで抜いて貰った方が良いような気がします。
あと私信で恐縮ですがメカトロテック行けなくなりました。
楽しみにしてたんですが...すみません。
antecさん
>というか素直にプラズマか何かで抜いて貰った方が良いような気がします。
しまった。
その手があったか~。
でも素直にプラズマで抜いてもらうと、ダライ粉御殿(コロ端材御殿?)が建てられないじゃないですか。。。w
。。。窓抜き加工してる時間でほかに仕事したほうが儲かりますねw
メカトロテックのあとに、テックビズエキスポなんてのもあるみたいです。
http://www.techbizexpo.com/
自分もプラズマで抜くかな、、
ただ白銅ってプラズマはなかったでしたっけ。
それと抜いたものがあまり大きくないと一緒にくることもありますよ。(利用価値がないらしく、、)
そういえばメカトロテックあるんですね。無料券は何枚かもらったのですが、、行けるかな、、
ヨシア機さま、お疲れ様です。
なぜか、僕も今80ミリのS45Cに貫通窓を加工してます。サイズは小さいのでポケットのパスで両面から加工します。もちろんアップカットです(笑)
本題のステンレスですが、
ギリギリ、ワイヤーに載るのでワイヤーでやりたいです。
まっどだいまるさん
白銅でプラズマやってもらおうとすると、営業担当者にメール連絡になるので見積回答に少し時間がかかりますね。
レーザーやウォータージェットでの切断もメニューにはないですが、いちおうやってくれます。
最近の白銅はプラズマよりもウォータージェットのほうがお気に入りみたいですね。
栗田さん
やはりアップカットですねw
安全性を考えるとポケット加工が良いとは思うのですが、なんか輪郭の切断でやってしまうんですよね~。
たぶんキリコよりもコロにしたいという貧乏性の潜在意識からだと思うんですが、それで工具壊してたら元も子もないですよねw
昔から、何回かワイヤカットが欲しいと思うことはあったのですが。。。
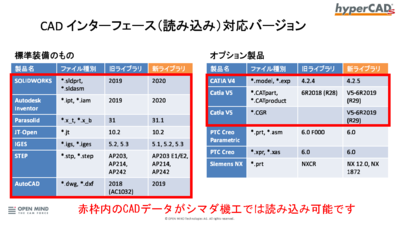
https://www.shimadakiko.com/article/109195043.html
https://www.shimadakiko.com/article/139995403.html
https://www.shimadakiko.com/article/145613010.html
なかなか設備投資に踏み切れないのですw