









弊社ではSUS304の窓抜き加工をよくやります。
こんなの。
エントリー穴をあけておいて、コロミル390なりAPXなり、最近は高送りカッターなども使ってミゾを掘り、ゴトッとコアを落とすやり方です。
60VAEで加工してます。
ミゾ加工ってやつは工具にとってはAe100%で負担が大きいのとキリコがつまるので、条件が悪いのです。
キリコを再切断するときなんかに パチッ って刃先破損みたいな音がするので、心配で無人運転できず手離れ悪いです。
いったれや~ と無人運転すると、たまにホルダーを破損します。
トロコイド加工はCAMのパス作りメンドクサイのでほとんどやりません。。。
こういう加工の手離れを良くしようという目論見もあって、ワイヤーカット機を買おうと思っていました。
純粋なワイヤーカット仕事はあまり持っていないので、「難削材の荒加工用」で中古の安いやつを。。。と思っていたのです。
ところが最近、ラフィングエンドミルに惚れ直してワイヤーカットに興味が無くなりました。

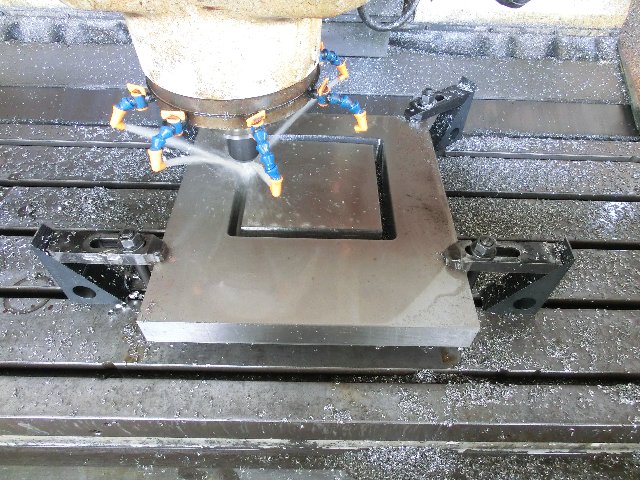
画像はφ20ハイスラフィングエンドミルでAp=12.5mm, Ae=100%でSUS304 t=50mmを切断加工し終わったところ。
製品サイズは 460 x 420 くらいです。
この事例ではエンドミル交換ナシでいけて、約1時間ほどの加工時間。
ワイヤーカットでは1時間くらいじゃとても切れないでしょう。
溝切りにラフィングエンドミルを使うと調子いいのは前から認識があったのですが、5,000円/本のラフィングエンドミルを使い捨てにするのがどうも抵抗があって、スローアウェイでやるべき!と思っていたのです。
しかし考えてみれば当たり前ですが、ラフィングエンドミルって再研磨できるんですね。
ラフィングエンドミルの再研磨って先端切り落とし刃先研磨か、スクイ面研磨じゃないといけないので社内にある外周研磨機では研磨できません。
この前、エーワン精密( http://www.a-one-seimitsu.co.jp/ )さんが来社したときにラフィングエンドミルの研磨がカタログに載ってて、
「あ、研磨を外注に出せばいいんじゃん」と今更気づく。。。
ということで2,000円/本くらいで再研磨できれば満足のいく工具費で済むので、ラフィングエンドミルを使う気になりました。
使ってみて改めて気づくのが、
・ラフィングエンドミルはたとえ折損したとしても、5,000円/本くらいなので「まあいっか」とアキラメがつく。(超硬ラフィングだとダメそう)
・再研磨すれば、工具費はスローアウェイでやる場合と大して変わらない。
・切り込み深さApを大きくする加工方法がウチの設備仕様に合ってて高送りカッターよりも加工時間が短い。
・設備ロードメータを見てると、ラフィングエンドミルでの加工は機械にやさしいらしい。
(ラフィングエンドミルがなぜ切削抵抗が少ないか、の理論はまた調べてみます。)
・キリコが細かくて体積が小さく、キリコを捨てに行く回数が少ない。
・・・惚れ直しました。



















> ラフィングエンドミルがなぜ切削抵抗が少ないか
(変形前)切屑厚みが厚くなるから
こんにちわ。
いつも拝見させていただいてますよ~。
ヨシア機 様の所はワークが大きいので
テーブル直付けが多いですねぇ。
私も304のフル溝荒加工はコーティングされたハイスラフィングが一番安全で効率的だと思ってます。
ちなみにうちの愛用はOSGのXPM-VP-RESFです。
超硬ラフィングは刃先管理が大切ですが、粉末ハイスの場合は、その点、少々のへたりではいきなり破損はしませんし、送りは遅くとも安心度は高いですよね。
負荷を少なめにすれば驚くほど長寿命ですし、
再研はすくい面ですので、径もさほど細くなりませんからね、
スロアウェイタイプは304の長時間フル溝加工にはまるで向いていないと思いますね。
再研、再コートを数回繰り返すと、なぜか刃の
途中がポロッと欠けたりする現象が起きます。
そこまでが寿命でしょうね。
antecさん
>(変形前)切屑厚みが厚くなるから
薄くなるからではなく、厚くなるからなんですか・・・?
http://www.amazon.co.jp/%E6%A9%9F%E6%A2%B0%E5%8A%A0%E5%B7%A5%E3%81%AE%E3%83%AF%E3%83%B3%E3%83%9D%E3%82%A4%E3%83%B3%E3%83%88%E3%83%AC%E3%83%83%E3%82%B9%E3%83%B3-%E3%81%A7%E3%81%8B%E7%89%88%E6%8A%80%E8%83%BD%E3%83%96%E3%83%83%E3%82%AF%E3%82%B9-%E7%BF%81-%E7%99%BB%E8%8C%82%E4%BA%8C/dp/4886613233
これにラフィングエンドミルがなぜ・・・ってのが載ってるので読みたいのですが、自動送り時間に読もうとしても来客が次から次へとくるので。。。
こでちゃんさま
いつも見ていただいてありがとうございます。
テーブル直付けは仕事の7割くらいだと思います。
長いバイスワークも多いので、1個のワークをバイス4個でつかむこともよくあります。
XPM-VP-RESF、Monotaroで価格を見たら、かなり高額ですね。
ちょっとびっくりしました。
うちで今使っているやつ、φ20のハイスノンコートで6,000円くらいだったと思います。
三菱のやつです。
寿命としては1時間ももってくれれば充分なのですが、OSGのやつはコーティングがあるぶんだけ寿命が長そうですね。
こんど試しに買ってみようと思います。
ありがとうございます。
『比切削抵抗』は切屑厚みが <厚い> 方が小さくなります。
http://www.mitsubishicarbide.net/contents/mmc/ja/html/product/technical_information/information/formula4.html
『切削抵抗』は比切削抵抗×切屑断面積。
ラフィングエンドミルは分割して削るので一見切屑断面積が減っているかの様に思えますが、先行刃の削り残しも削るのでトータルでは切屑断面積は変わりません。(それが変わったら除去量が変わってしまう)
刃当たり送りは同じでも先行刃の削り残しを削る分だけ、切屑厚みは厚くなります。
要するに面積は同じですが扁平率が変わる。これがラフィング刃の効果。
薄平べったいよりも幅が減って厚みが増えたほうが単位面積当たりの『比抵抗』が下がるので(それが何故かまではここでは触れない)、同じ条件でもラフィングの方が切削抵抗が下がるのです。
なぜファインピッチの方がコースピッチよりも切削抵抗が下がるのか、またなぜコースピッチの方が送りを上げられるのか、と言うのも同じ理屈に由来。(後者は刃先強度も絡んますが)
以上が僕の俺様解釈です。
後の ハイスラフィングブームの到来である。
(プロジェクトX 田口トモロヲ風)
懺悔
ヨシア機さんのブログの中で「ラフィングエンドミルがなぜ切削抵抗が少ないか」という話があったので妄想全開で答えてみた。 その日の朝、ここのコメント欄で「自分のブログで妄想垂れ流すくらいなら許されるでしょうが、あちこちに撒き散らすのはどうかと思います。…
最近はラフィングつかってないな~
何年か前非鉄用の超硬ラフィング使って銅とか真鍮で加工してたけどちょっと怖い目にあってそれ以来使ってませんね。
鉄とかSUSの仕事来たら使ってみようかな?
>はがせんむ様
銅合金は比較的せん断角が小さい(切屑圧縮比が高い)為に切屑が厚くなりがちで、それがいやらしいんですが、上にも書いたようにラフィングは元来棒状の厚い切屑を出すので、こういった材料には向かないんじゃないかと思っとります。
特に非鉄用超硬ラフィングというのはアルミ加工において送りを目一杯上げる事を目指している節がありますし。
まぁ想像ですけど。
antecさん
オレサマ解説ありがとうございますw
教科書は誰かに貸したものが戻ってきておらず、まだ読めていませんが、antecさんの解説でなんとなく起きていることが想像できるようになりました。
>なぜファインピッチの方がコースピッチよりも切削抵抗が下がるのか、またなぜコースピッチの方が送りを上げられるのか、と言うのも同じ理屈に由来。(後者は刃先強度も絡んますが)
しかしここで止まる。
ファインピッチを極限までファインに(細かく)していくと普通のフラットエンドミルに近づき、コースピッチを極限まで荒いピッチ(切込み深さよりも波目をはるかにおおきく)にすると、これもまたフラットエンドミルに近づきます。
そしてどちらも切削抵抗はラフィングエンドミルに比べて大きくなっていると仮定すると。
きっと切削抵抗はピッチの細かさに単純比例はしないんでしょうね。
材質によるでしょうが「最適なピッチ」というものがあると推測できます。
クッキングおやヂさん
>後の ハイスラフィングブームの到来である。
(プロジェクトX 田口トモロヲ風)
わたしの中ではかなりキテますよ~。
なにしろワイヤーカットを買わなくて済みます。
安全で加工が早いって、なんて素敵なことなんでしょう。
はがせんむさま
怖い目って切りくず詰まりでゴリゴリ~ですかね?