









ロボドリルの自動工具長測定を使ってみました。
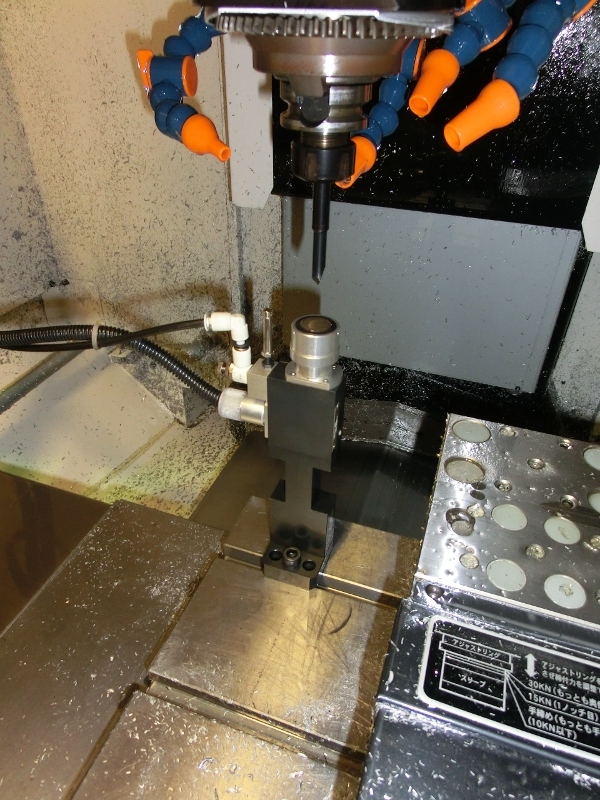
ロボドリルを購入する際にオプションでつけたのですが、写真のようにテーブル上に置くタイプなのでなかなか邪魔です。
ただでさえ小さいロボドリルのストロークの一部がデッドになるので、なんかな~という感じで1回も使ったことがありませんでした。
でもせっかくオプションでつけたんだし、食わず嫌いもなんなのでひとまず使ってみようと。
マクロプログラムをMDIで呼び出すと自動で工具長を測定して、自動で工具長補正を入力してくれます。
マクロプログラムは最初からロボドリルに入ってるかと思ってたのですが、なぜか無くてマニュアルに書いてあったプログラムリストを自分でタイピングしました。
良く見てデバッグもしましたが、ぶつけそうで恐い。
使ってみた感想としては。。。
マクロ呼び出しのときにゲージラインから工具先端までの大まかな長さを引数として渡すのですが、これを間違えてぶつけそうで恐い!
φ0.2mmくらいの小径工具だと工具が折れそうで恐い!
フェイスミルやサイドカッターなどの工具中心から外れたところで測定する工具はオフセットなどを考えるのが面倒なので従来の測定の方が早い。
やっぱり加工のストローク内にあるのは邪魔!
工具長測定が少し早くて少し便利。
というわけで、あまり役に立ってる感がありませんが、たぶん便利だと思いますのでしばらく使ってみます。



















>大まかな長さを引数として渡すのですが、これを間違えてぶつけそうで恐い!
測定時間は長くなりますけど
この引数を省略した時の処理をプログラムしておけば
測定点までずっと計測速度になりますが怖くはないです。
ZENKYUさん
省略したときの動作は250mmになるようなプログラムになっているようです。
間違えそうなのは、小数点を入れ忘れて100mmは100.0って入れないといけないのに100って入れて(ロボドリルの中では0.1mmと認識されるので)ドスーンっ!っていきそうなのが。。。
オークマ使ってると普通は小数点は必須ではないので、やってしまいがちです。
10mm以下の指定をしたらアラームになるようにIF文を追加しておこうかな。。。
マニュアルに「自動工具長補正を使用した場合の補正方法」というのがあって、
a) 工具先端からテーブル上面までの距離を補正値とする場合
#903 = 0 と設定
b) 工具の長さ(ホルダのゲージ面から刃物先端)を補正値とする場合
#903 = 480 と設定
と書いてあります。
ファナックって一般的にはこういう設定なのでしょうか?
ウチは昔から「基準工具」というものを決めていて、その先端を「0」にして他の工具は基準工具からの差分を補正値にしています。
その基準工具でワークの原点を拾います。
これ、オークマのマニュアルには普通に載ってるんですけどファナックのマニュアルには載ってないみたいですね。
結局、基準工具が「0」になるように#903の値を計算して、
#903 = 368.927
と設定しました。
これで万事解決。
・・・へんなやり方なのかな?
工具長測定のマクロプログラムをいろいろ動かしてみたところ、以下の仕様になっていて間違い防止がすでに盛り込んでありました。
・工具長が30mm以下を指定した場合は、アラームが出る。
・工具長に100と小数点無しで入力しても自動的に小数点をつけて、100.0の数値に変換してくれる。
あと
>フェイスミルやサイドカッターなどの工具中心から外れたところで測定する工具はオフセットなどを考えるのが面倒なので従来の測定の方が早い。
G910 S1 H** B** D**;
H:補正番号
B:仮の工具長
D:工具半径
となっていて、Dというパラメータに工具の半径を入れると半径分オフセットして測ってくれるので、従来の測定方法より早い。
よし、これなら安心だ。
使おう!
わたしの使っている機械も基準工具を使ったものと
テーブル基準のものと両方ありましたが、いまはテーブル基準に統一しましたね。
どちらが使いやすいかはたぶん好みで分かれそうです。
こういうプログラムや、座標系を設定するプログラムは
正しく動作するようになるとほとんど見なくなりますから
保存ファイルにはしっかりコメント書いておかないと
ワケ解らなくなりますね。
どちらがいいのかは解りませんが
刃先のオフセットはあまり使う機会が無いのですが
ボーリングヘッドの刃先などはセンサーの直前でFEEDHOLD
手動に切り替えハンドルで刃先が当るように動かし
元の運転モードに戻して運転再スタート
てな感じでやってます。
フェイスミルで、
チップとチップの間で長さを計らないように
注意が必要ですよ
ZENKYUさん
うちは工具基準ですべての機械を統一しました。
NC旋盤も工具基準。
ただ、荒加工用の工具が基準になってるのでよくぶっ飛んで基準が変わるのが難点です。
ほかのマシニングはセンタードリルを基準工具にしてますね。
テーブル基準ってどうやって使うのか、よくわからないです。
プログラムのやり方って変わるんですか?
ボーリングのオフセットのやり方、参考になります。
ありがとうございます。
雄鳥さん
>チップとチップの間で長さを計らないように
注意が必要ですよ
ええ、やってしまいがちですね。。。
ZENKYUさんの助言に従って手動で工具の向きを変えてやりたいと思います。。。
オークマのマシニング入れたとき
立会いに工場まで見に行ったのですが
頼みもしない工具長測定装置とワーク洗浄ガンが付いていて同行の商社に文句いいました。
やはり邪魔な場所にあるんですよね。
でも使ってみたら便利すぎて(笑)
次回導入のときも当然つけますよ。
栗田さん
便利ですよね~。
うちも頼みもしない「自動ドア」がついてて、こんなオプションいらねぇ~って言ってたんですが、大変便利なのでいまはつけててよかったと思ってます。
数物やるときに、腕が疲れません。
オプションっていいものですね~。
ロボドリルの使い方を探していて、」HPは拝見させていただきました。
新しい職場で使われていないロボドリルがあり、METROLの工具長が付いていますが、仕様書なのど資料が全く無く使い方がわかりません。
おそらくカスタムマクロが入っているはずなので、探して使いたいのですが、初めてなもので、初歩的な操作がわかりません。
1.どこを見れば、マクロの情報がわかるか
2.どのようにMDIでマクロを呼び出すのか
3.工具長のデータがどこに書き込まれるのか
を知りたいのですが、教えていただけますでしょうか。
よろしくお願いします。
MKさん
黄色いマニュアルにも書かれています。
どうしても分からなければ、ファナックにお問い合わせするのが良いですよ~。