









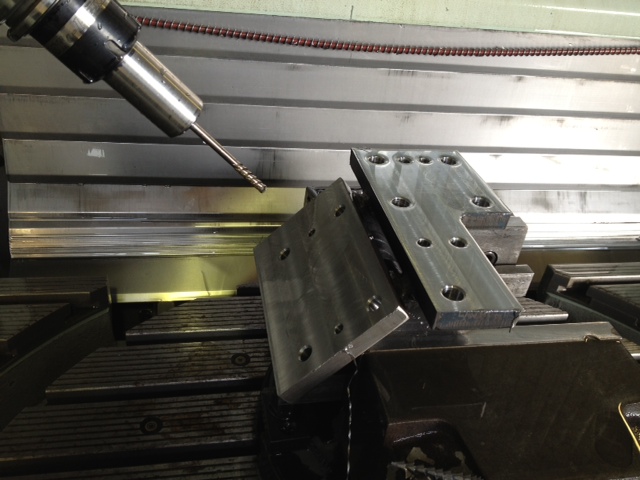
ちょっとナナメで、それぞれの面に位置度の厳しい精度穴がある製缶もの。
いままでは片方の面加工と穴あけをしてからそれを基準にツールホールをあけて、今度はツールホールを基準にしてもう片方の面加工と穴あけというふうにやってました。
パッと見は簡単なので加工費が安くなりがちなのですが、精度を出そうとするとけっこう手間のかかるやつです。
しかし5軸だと1チャッキングで全部完了。
ツールホールも要らないし、基準の取り直しも不要です。
ようやく加工費に見合った加工時間でできるようになりました。
内側にテーパー面加工があるブロック加工もの。
ひとまずスーパーUドリルでコア抜きしてみました。


どう考えてもオモテウラの順番を間違えて、ナナメにあけるのを後にしてしまいました。
私がやった順番だと、コアが抜けるときに製品とコアの間にドリルが挟まれてアブナイのです。
最初はまっすぐにコア抜きしようと思っていたのですが、途中から「そういえばナナメに穴あけできるじゃん」と方針変更したからこの順番になってしまったのですが。。。
コアにブリッジを残しておいたのですが、最後に振動でブリッジが全部ぶっちぎれてしまいました。
なんとかドリルは壊れずに済んだので良かったですが、次からは気をつけよう。
使用機械はDMU80T。



















すばらしいです。
私には難しすぎて文章では理解出来ないのですが画像をみて少しは理解できました。
どういうとこが危ないのかもわかりませんが
本当に色々と挑戦をされていてかっこいいです。
是非、そちらに行くような事があれば見学もかねて伺わせてください。
5軸いいね!
大活躍
みやさん
高い位置決め精度が必要な製缶というのはヤッカイということだけ分かっていただければw
いつも同じ仕事はほとんどしていなくて、単品モノばかりをやっているので毎日が発見の連続です。
ぜひ遊びに来てください。
5軸いいね!さん
大活躍です。
貴社も1台どうですか?